
Verstrooiing bij galvaniseren
Hier behandelen we de zeer belangrijke verstrooiing die moet worden waargenomen. De anode moet worden aangepast aan de vorm van het te coaten werkstuk. Alleen meer stroom zou het donker en dof maken op plaatsen dichter bij de anode, omdat de plaatselijke stroomdichtheid dan te hoog zou zijn.
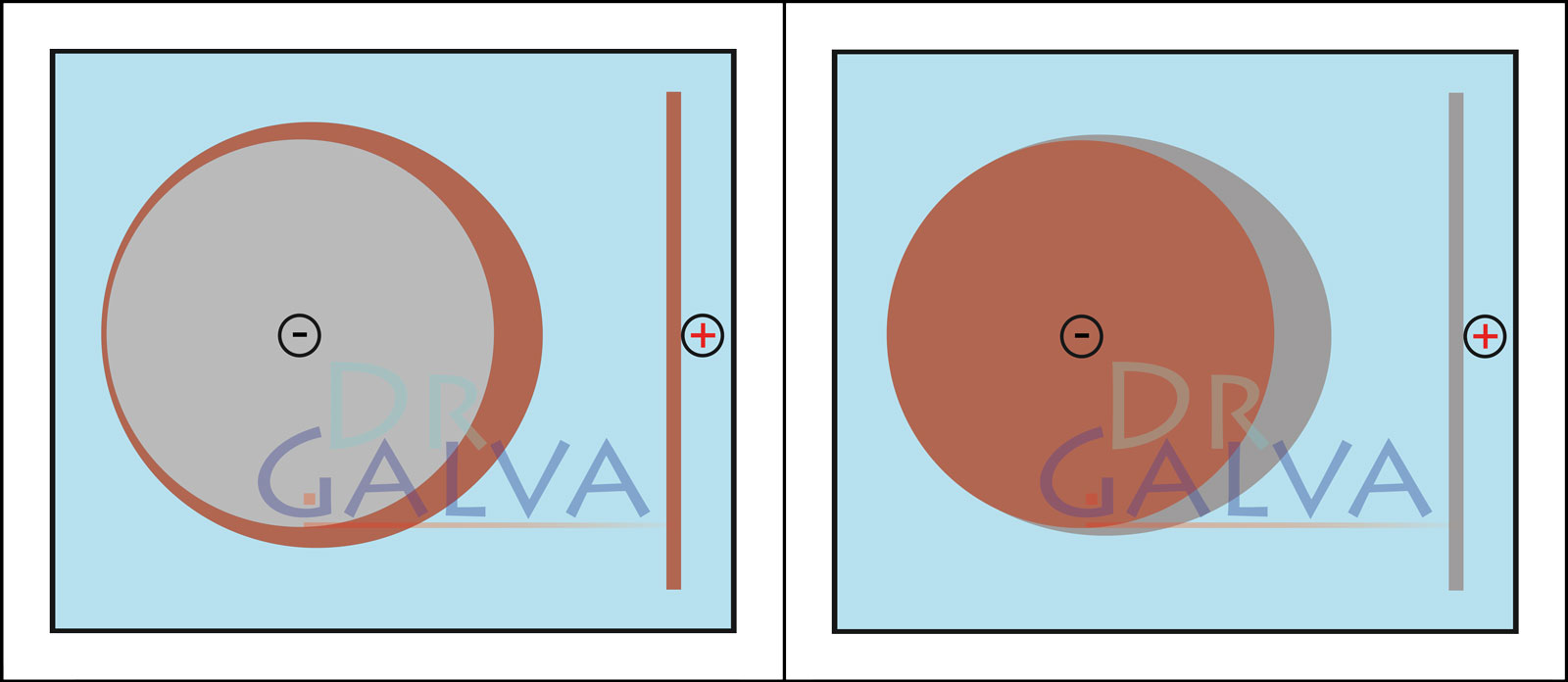
| Goede verstrooiing (bijv. koperzuur) bij gebruik van een vlakke anode. Hoe kleiner de afstand, hoe meer stroom er op deze punten vloeit en hoe meer metaal er wordt afgezet. Door de goede verstrooiing wordt toch een dunne laag op de achterkant afgezet. | Slechte verstrooiing (b.v. zink zwak zuur). Hier wordt alleen metaal afgezet aan de kant die naar de anode is gericht. Op de achterzijde vloeit praktisch geen stroom en vindt daar geen of slechts minimale afzetting plaats. |
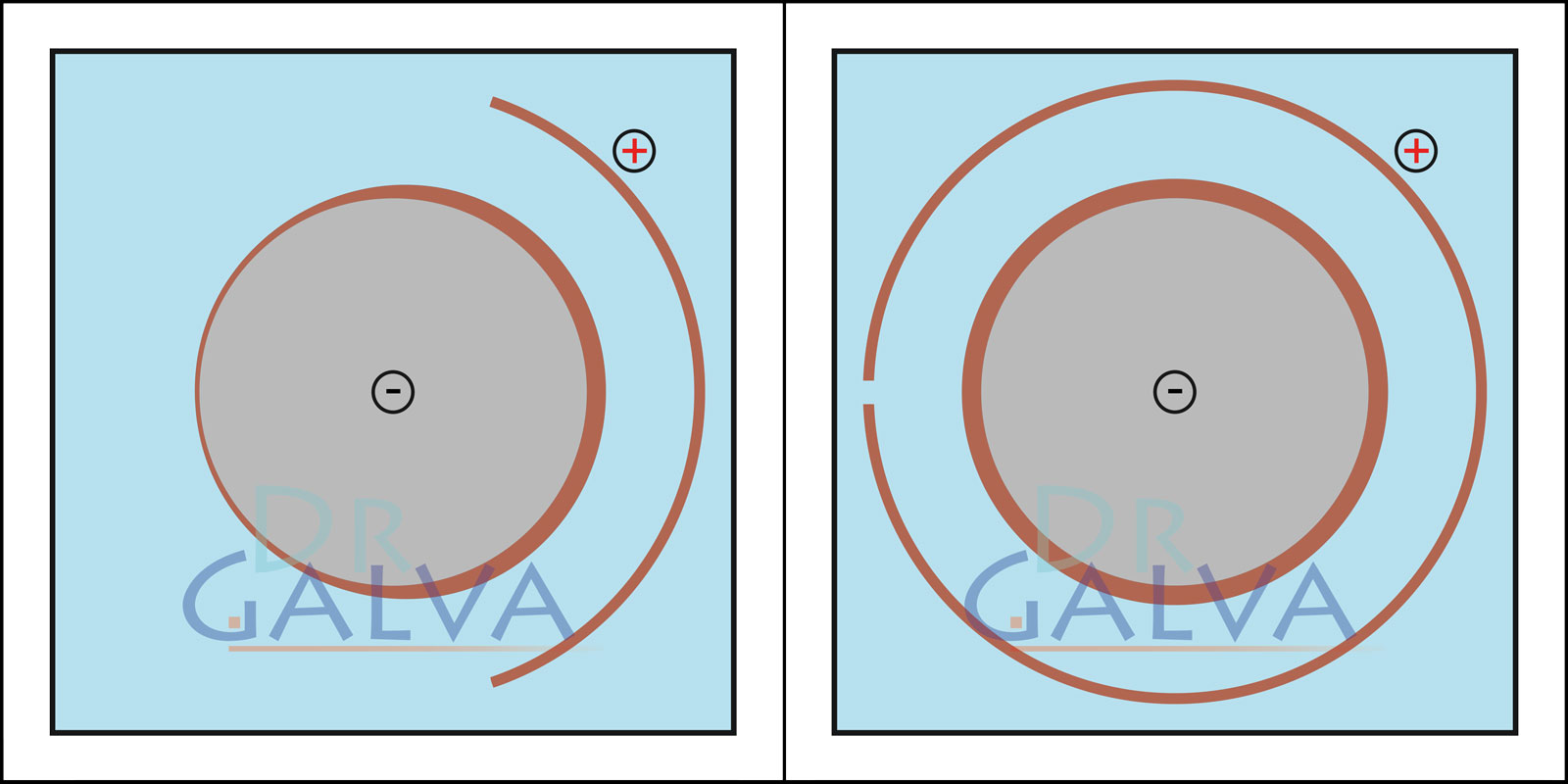
| Met een aan het werkstuk aangepaste vorm slaat het metaal veel gelijkmatiger neer. Aan de kant die van de anode afwijkt, wordt de laag dunner. Over het geheel genomen wordt de laag veel gelijkmatiger in vergelijking met een vlakke anode. | Een ringanode en het werkstuk bevinden zich in het galvanische bad. Hierdoor is de afstand van de anode tot het werkstuk rondom gelijk. Om een uniforme depositie te bereiken is het niet nodig het werkstuk te roteren |
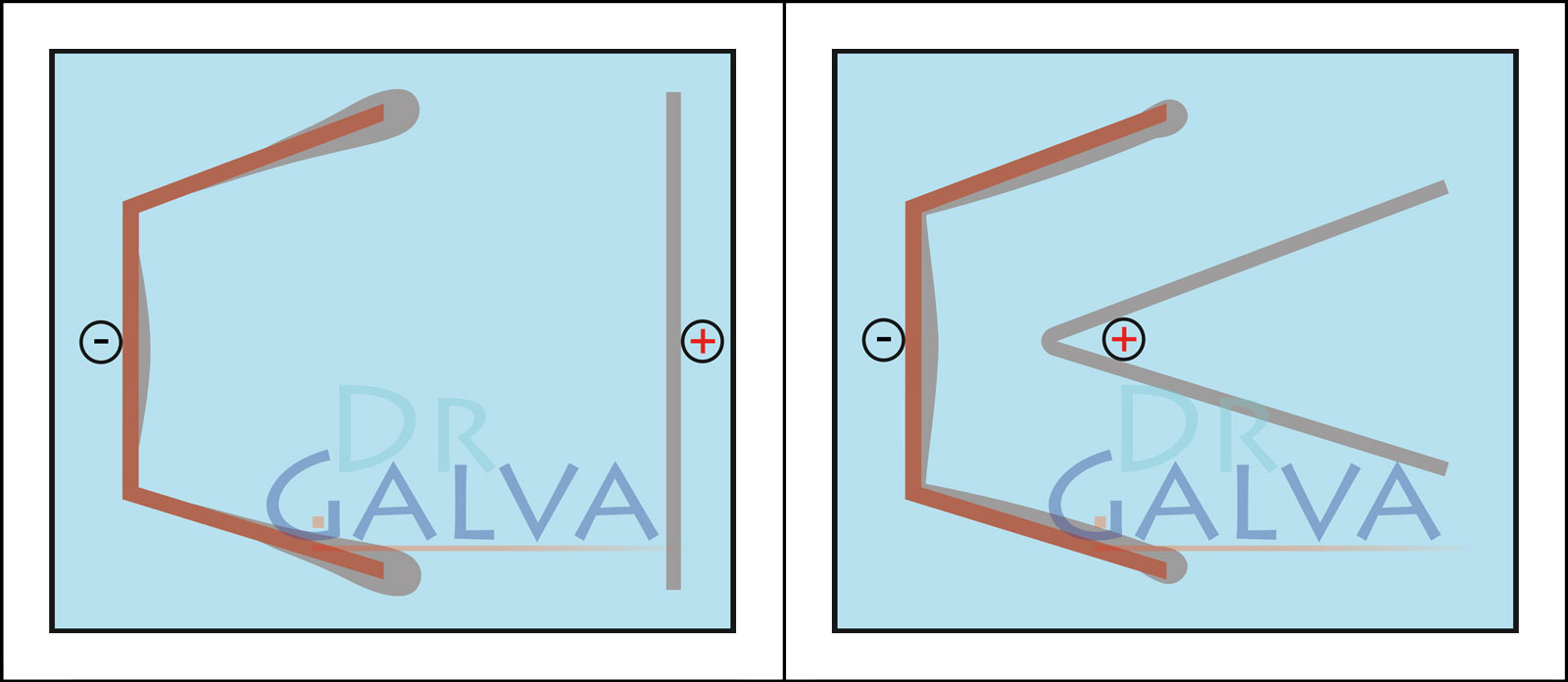
| Dit is de meest gecompliceerde vorm, het metaal wordt bijna alleen afgezet in het gebied tegenover de anode. | Met een anode die aan de mal is aangepast, is er nog steeds een goede afzetting aan de binnenkant en worden ook de hoeken gecoat. Dit is echter vrij tijdrovend. |




























